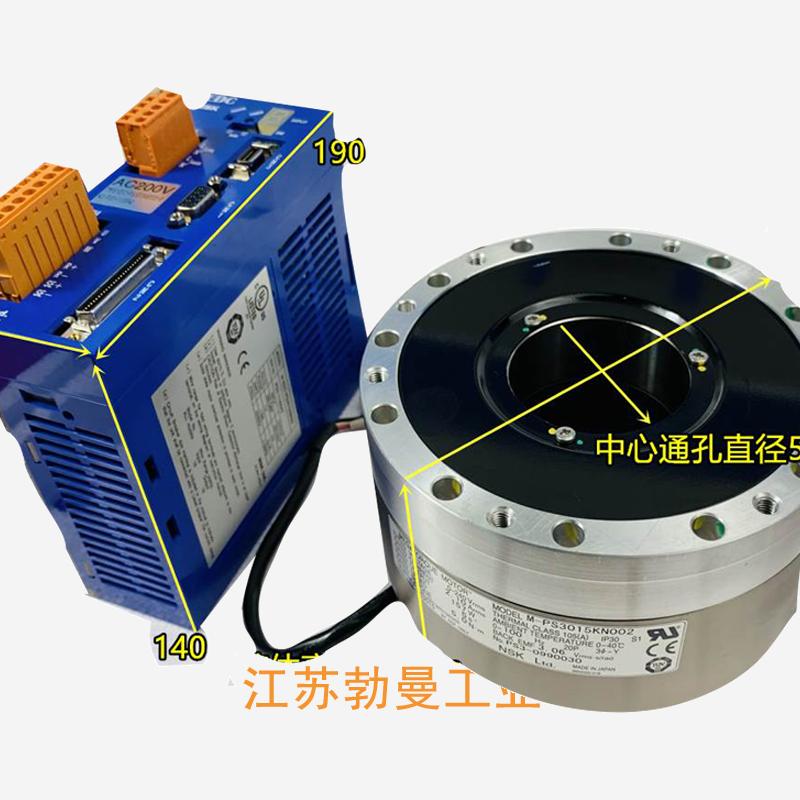
NSK M-EDC-PN4135AB5F8 nsk根管马达使用说明
 扫码获取价格库存技术资料
扫码获取价格库存技术资料
- 品牌:
- 分类:
- 类型:
- 属性: NSK M-EDC-PN4135AB5F8 nsk根管马达使用说明,-NSK M-EDC-PN4135AB5F8 nsk根管马达使用说明-NSK M-EDC-PN4135AB5F8 nsk伺服主轴马达 在选择根管马达时,价格常常是人们首先关注的因素之一。NSK根管马达的价格相对其他品牌来说较高,但由于其出色的质量和稳定的性能,许多牙医们愿意为之买单。和其他一些品牌的根管马达相比,NSK的产品能够提供更为精准和稳定的工作效果,使得牙医们能够更加轻松地完成复杂的根管治疗。 NSK M-EDC-PN4135AB5F8 榆林nsk主轴轴承 -NSK M-EDC-PN4135AB5F8 nsk根管马达使用说明--NSK M-EDC-PN4135AB5F8 nsk根管马达使用说明-